



























Будьте в курсе!
Новости, обзоры и акции

Новости, обзоры и акции
В аппаратах аргонодуговой сварки ПТК HANKER TIG есть функция выбора формы волны. В этой статье подробно разберем функционал аппаратов и ключевые особенности волн.
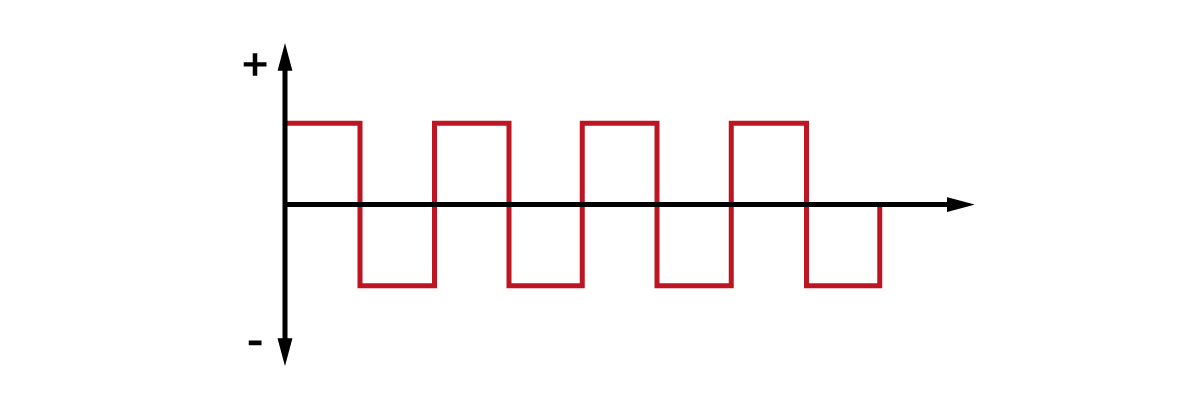
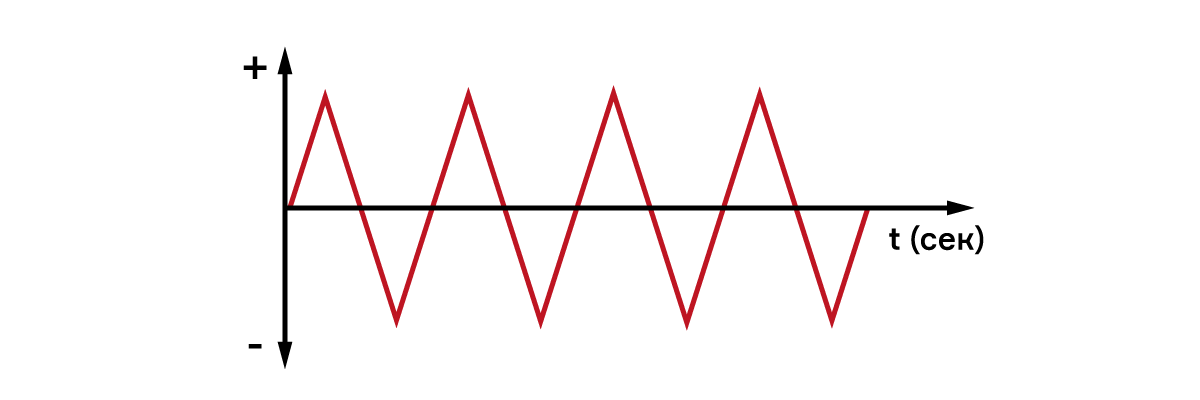
Рассмотрим более подробно три основных формы волн в аппаратах ПТК HANKER для аргонодуговой сварки TIG.
Преимущества:
Недостатки:
Преимущества:
Недостатки:
Преимущества:
Недостатки:
Еще в аппаратах ПТК HANKER MULTIWAVE TIG предусмотрен ряд функций, которые упростят процесс сварки и помогут добиться наилучшего сварного шва.
Смешанный режим (Переменный AC + Постоянный DC)
Режим позволяет настроить ток сварки и пропорцию между переменным и постоянным токами. Это означает, что к сварочному процессу на переменном токе добавляется постоянный ток прямой полярности для достижения большего проплавления, скорости сварки и возможности сварки толщин больших, нежели только при переменном токе. Режим позволяет быстрее сформировать сварочную ванну на еще не разогретом изделии, сваривать толстостенные изделия на меньшем токе в сравнении с переменным, т.к. наличие «подмешанного» цикла постоянного тока значительно добавляет тепловложение.
Преимущества смешанного режима AC+DC
Настройка дополнительного проплавления (EXTRA Fusion)
При регулировке настроек аппарат есть возможность сдвигать эпюру переменного тока относительно нулевой точки, что позволяет дополнительно к балансу переменного тока получить контролируемую сварочную ванну, сваривать особо малые толщины металла, сместив эпюру тока больше в зону очистки. Диапазон смещения от 0 до 80% в сторону положительной составляющей полупериода переменного тока.
Есть дополнительные режимы, которые работают только в режиме DC, PULSE OFF и SPOT (регулирвока Dynamic ARC). К таким режимам относится функционал MULTITACK, Q-Start и Dynamic ARC. Рассмотрим их подробнее.
Режим предназначен для установки прихваток на особо малых толщинах (от 0,6 мм) или при сварке таких толщин методом прихваток (точек). Настройка режима позволяет значительно снизить или вообще уйти от деформаций металла за счет регулировки времени паузы между сваркой прихваток. Есть возможность настройки частоты установки прихваток поджигом дуги, чем можно адаптировать режим под необходимую скорость сварки и геометрию сварного соединения. Режим регулируется в пределах от 0 до 6 Гц.
Настройка следующих режимов Q-Start и Dynamic ARC возможна только при 0 в режиме MULTITACK.
Функция Q-Start расшифровывается как «быстрый старт» (Quick Start). Данная функция позволяет смочить свариваемые кромки и собрать их в сварочную ванну при поджиге дуги, т.е. в начале процесса сварки стыка. При активации режима сварочный аппарат переходит в режим импульсной дуги, которая имеет таймер для настройки длительности работы. Суть режима заключается в отсутствии прожога тонкостенных свариваемых кромок в момент поджига дуги. Данный режим может эффективно применяться как при малых свариваемых толщинах, так и при нестабильном зазоре между свариваемыми кромками. Диапазон регулировок от 0 до 60 сек.
Функция «Динамическая дуга/Активная дуга» (Dynamic Arc). Суть данной функции заключается в том, что сварочный аппарат поддерживает постоянство тепловой мощности (постоянство тепловложения) на сварочной дуге (произведение тока и напряжения). Таким образом, при уменьшении сварочного напряжения (уменьшение длины дуги) аппарат увеличивает сварочный ток. Напротив, при увеличении длины сварочной дуги, аппарат снижает значение сварочного тока. Динамическое изменение сварочного тока настраивается в диапазоне от 10 до 50 Ампер на каждый вольт изменения длины дуги.
Преимущества:
В ассортименте фирменной продукции ПТК появился уникальный товар – пропановый резак-горелка РП МИНИ, где при замене наконечника из резака можно сделать горелку.
Инжекторный пропановый резак РП МИНИ предназначен для разделительной резки металла из низкоуглеродистых сталей толщиной до 20 мм. В комплект поставки к резаку входит латунный внутренний мундштук и медный наружный мундштук.
23 Декабря 2021 Настройка TIG аппарата с помощью циклограммы 30 Апреля 2021 Как выбрать аппарат для аргонодуговой сварки TIG? 2 Ноября 2020 Новый полуавтомат ПРОФИ MIG 350-1 Сварочный полуавтомат ПРОФИ MIG 350-1 – это новая модель в линейке аппаратов ПРОФИ с завода SHENZHEN HISTER TECHNOLOGY CO., LTD. Заводская гарантия на аппарат предоставляется в течение 1 года. 10 Сентября 2020 Сменные ротаметры для регуляторов расхода газа Сменные ротаметры для регуляторов расхода газа 2 Сентября 2020 Новый регулятор У-30/АР-30-1Р МИНИ 1 Сентября 2020 Новый полуавтомат c завода RILANDРезчик Husqvarna K 3000 Electric – один из самых мощных и универсальных на мировом рынке электрических резчиков с рядом привлекательных особенностей.
30 Апреля 2021 Как выбрать аппарат для аргонодуговой сварки TIG? 1 Февраля 2023 НОВИНКА: Флагманский полуавтомат ПТК RILON MIG 500 DF 10 Сентября 2020 Сменные ротаметры для регуляторов расхода газа Сменные ротаметры для регуляторов расхода газа 2 Ноября 2020 Новый полуавтомат ПРОФИ MIG 350-1 Сварочный полуавтомат ПРОФИ MIG 350-1 – это новая модель в линейке аппаратов ПРОФИ с завода SHENZHEN HISTER TECHNOLOGY CO., LTD. Заводская гарантия на аппарат предоставляется в течение 1 года.Новости, обзоры и акции